Nyheter
Hjem / Nyheter / Bransjyheter / Begge bruker den samme utglødningsprosessen: hvorfor er duktiliteten til innenlandsproduserte kobberrør 30 % lavere, og hvorfor er avanserte bestillinger helt avhengige av importert utstyr?

«Selv med det samme kobberrør glødeprosessen, er strekkstyrken til produktene behoglet med vårt innenlogsk produserte utstyr konsekvent inkonsekvent, og seigheten er 30 % dårligere enn de som behandles med importert utstyr. Vi kan rett og slett ikke ta på oss avanserte bestillinger for halvledere og nye energikjøretøyer.» Zhang, en produksjonsveileder ved et presisjons-kobberrørselskap i Jiangsu, pekte på to glødeovner i verkstedet, og fremhevet et smertepunkt i industrien. Glødeprosessen, som et kjerne-etterbehandlingstrinn i kobberrørproduksjon, bestemmer direkte nøkkelytelsesegenskaper som seighet, hardhet og termisk ledningsevne. Det som virker som en enkel "oppvarming-kjøling"-operasjon har faktisk nøkkelen til masseprodusering av high-end kobberrør. For tiden er de fleste små og mellomstore kobberrørprodusenter i Kina fortsatt avhengige av tradisjonelt glødeutstyr og empiriske operasjoner, noe som resulterer i utilstrekkelig produktytelsesstabilitet; Noen få high-end produsenter har imidlertid sikret high-end ordremarkedet ved å bruke importert presisjonsglødeutstyr og digital temperaturkontrollteknologi. De samme kobberrørråmaterialene, på grunn av subtile forskjeller i utglødningsprosessen, fører til vidt forskjellig produktkonkurranseevne. denne " detaljprosess ," oversett av de fleste selskaper, er i ferd med å bli en usynlig barriere som hindrer den kinesiske kobberrørindustrien i å bevege seg mot det avanserte markedet.
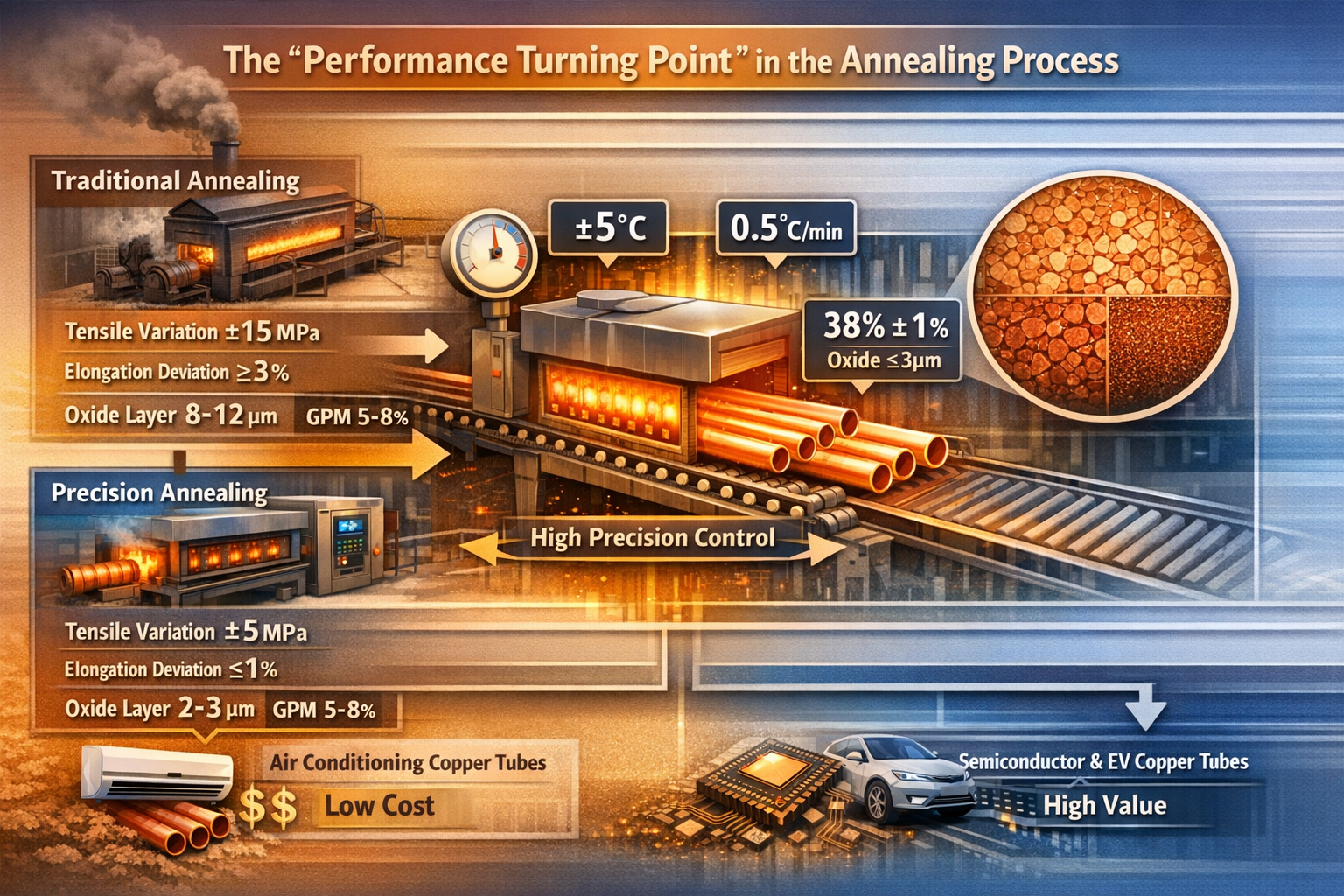
Kjernen i glødeprosessen ligger i nøyaktig kontrollerende den oppvarmingstemperatur , holdetid , og kjølehastighet å eliminere indre spenninger som genereres under rulling og trekking av kobberrør, og for å justere metallets mikrostruktur, og derved optimere produktets mekaniske egenskaper og prosessytelse. Selv om prosesslogikken virker enkel, krever den ekstremt høy presisjon i parameterkontroll – et temperaturavvik som overstiger ±5 ℃ eller en kjølehastighetsfluktuasjon på 0,5 ℃/min kan føre til betydelige forskjeller i ytelsen til kobberrørene. I henhold til testdata fra China Nonferrous Metals Processing Industry Association, viser kobberrør produsert ved bruk av tradisjonelle glødeprosesser strekkstyrkevariasjoner på opptil ±15MPa, forlengelsesavvik som overstiger 3%, og overflateoksidlagtykkelser varierer vanligvis fra 8-12μm; mens kobberrør produsert ved bruk av presisjonsglødeprosesser har strekkstyrkevariasjoner kontrollert innenfor ±5MPa, forlengelsesavvik på ≤1% og overflateoksidlagtykkelser på bare 2-3μm, og oppfyller fullt ut de strenge kravene til ytelsesstabilitet i avanserte applikasjoner.
(Dette bildet ble generert av AI.)
Fra perspektivet til bruksscenarier, bestemmer forskjellene i glødingsprosessdetaljer direkte markedssegmentet til produktet. Konvensjonelle kobberrør for klimaanlegg har lavere krav til utglødningspresisjon, og tradisjonelle prosesser kan møte etterspørselen; disse produktene har en brutto fortjenestemargin på bare 5%-8%. Imidlertid krever ultrafine kobberrør for halvledere og tynnveggede kobberrør for termisk styring i nye energikjøretøyer ikke bare at de glødede produktene oppfyller standarder for seighet og varmeledningsevne, men krever også ekstremt høy konsistens i ytelse. Bare presisjonsglødingsprosesser kan oppnå masseproduksjon, og disse produktene kan ha en brutto fortjenestemargin på 25%-40%. Anskaffelsesstandardene til en produsent av halvlederutstyr viser at forlengelsen av deres matchende kobberrør etter gløding må være stabil på 38 %±1 %, og oksydlagets tykkelse bør ikke overstige 3μm. Bare noen få innenlandske selskaper som bruker importert glødeutstyr kan oppfylle denne standarden, mens de fleste selskaper som er avhengige av tradisjonelle prosesser går glipp av avanserte bestillinger.
Fra et praktisk forretningsperspektiv gjenspeiles forskjellene i glødeprosesser også i produksjonskostnader og effektivitet. Tradisjonelle annealing ovner bruker ofte kull- eller oljeoppvarming , med temperaturkontroll primært avhengig av manuell justering. Dette resulterer ikke bare i høyt energiforbruk (ca. 1200 kWh per tonn kobberrør), men fører også til ujevn oppvarming and alvorlig oksidasjon . Påfølgende syrebeising og poleringsprosesser er nødvendig, noe som øker prosesseringskostnadene og miljøbelastningen. Presisjonsglødeovner , på den annen side, bruker elektrisk oppvarming og intelligente temperaturkontrollsystemer, som muliggjør presis digital kontroll av temperatur, holdetid og kjølehastighet. Energiforbruket per tonn kobberrør reduseres til under 600 kWh, og oksidlaget er tynt, noe som eliminerer behovet for ytterligere prosessering. Selv om den første utstyrsinvesteringen er høyere, er de langsiktige totale kostnadene lavere, og produksjonseffektiviteten økes med mer enn 30%.
| Prosesstype | Kjerneutstyr | Temperaturkontrollnøyaktighet | Produktytelsesindikatorer | Gjeldende scenarier | Totalkostnad (yuan/tonn) |
| Tradisjonell glødeprosess | Innenlandsprodusert kullfyrt/oljefyrt glødeovn, manuelt kontrollert temperatur. | ±8–10℃ | Strekkfastheten svinger med ±15 MPa, forlengelsesavviket er 3%-5%, og oksidlaget er 8-12 μm tykt. | Standard air condition kobberrør, byggekobberrør | 800-1000 |
| Presisjonsglødingsprosess | Importert elektrisk varmeglødingsovn med digitalt temperaturkontrollsystem. | ±1–3℃ | Strekkfastheten svinger med ±5 MPa, forlengelsesavviket er ≤1 %, og oksidlaget er 2-3 μm tykt. | Halvleder kobberrør, kobberrør for nye energikjøretøyer, kobberrør for medisinsk utstyr | 500-600 |
Tabell 1: Sammenligning av nøkkelparametere og anvendelser av to utglødningsprosesser
Det som ser ut til å være bare en subtil forskjell i "temperaturkontrollnøyaktighet" reflekterer faktisk en forskjell i evner på tvers av tre kjerneområder: utstyrsteknologi , driftsprosedyrer , og prosessoptimalisering . Dybdeundersøkelser i verkstedene avdekket at forskjellene mellom innenlandske selskaper i glødeprosesser ikke bare skyldes kvaliteten på utstyret, men enda viktigere, deres evne til å kontrollere og optimalisere prosessdetaljer. Disse tre nøkkelproblemene fører til sammen variasjoner i produktytelse.
Kjerneteknologien til presisjonsglødeovner har lenge vært monopolisert av tyske og japanske selskaper. Selv om innenlandske utstyrsprodusenter kan produsere glødeovner, er det betydelige hull i jevn oppvarming , temperaturkontrollsystem stabilitet , og kjølehastighet adjustment accuracy . Importerte presisjonsglødeovner bruker multisone-uavhengige varmemoduler, kombinert med infrarød temperaturmåling og AI-temperaturkontrollalgoritmer, som muliggjør sanntidsovervåking av temperaturen til ulike deler av kobberrøret og presis justering av varmeeffekten, og oppnår en temperaturkontrollnøyaktighet på ±1°C. I motsetning til dette bruker tradisjonelle husholdningsglødeovner for det meste enkeltsoneoppvarming, primært avhengig av termoelementer for temperaturmåling, som lider av måleforsinkelse og store feil. Deres temperaturkontrollnøyaktighet kan bare nå ±8 °C eller høyere, og oppfyller ikke kravene til avanserte produkter.
Enda viktigere, det digitale systemet som følger med det importerte utstyret tillater lagring, sporbarhet og optimalisering av annealingsprosessparametere. Den kan automatisk velge den optimale prosessplanen for kobberrør med forskjellige spesifikasjoner og materialer. I motsetning til dette mangler det meste innenlandsprodusert utstyr digitale muligheter, og prosessparametere er helt avhengige av erfaringen til dyktige arbeidere, noe som resulterer i dårlig konsistens i ytelsen til forskjellige produktpartier. "For kobberrør med samme spesifikasjoner varierer duktiliteten etter gløding avhengig av operatøren. Vi kunne rett og slett ikke risikere å masseprodusere high-end bestillinger," sa ingeniør Zhang. Han la til at selskapet hadde prøvd å bruke innenlandsk produsert utstyr for å finjustere presisjonsglødingsprosessen, men etter tre måneder var de fortsatt ikke i stand til å oppfylle kundenes krav. Til syvende og sist måtte de bruke over 8 millioner yuan for å importere en glødeovn.
Nøyaktig kontroll av glødeprosessen er avhengig av standardiserte driftsprosedyrer , men de fleste små og mellomstore kobberrørprodusenter i Kina er fortsatt avhengige av erfaringsbasert produksjon, som mangler systematiske driftsstandarder og opplæringssystemer. For eksempel påvirker tettheten og plasseringsvinkelen til kobberrør i ovnen varmeuniformiteten, men de fleste bedrifter mangler klare lastestandarder, og er helt avhengige av arbeidernes erfaring for plassering; Innstillingen av holdetiden er basert på arbeidernes subjektive vurdering av kobberrørets tykkelse og materiale, snarere enn nøyaktige beregninger og målinger, noe som fører til inkonsistente varmebehandlingsresultater innenfor samme produktparti.
I motsetning til dette har selskaper som bruker presisjonsproduksjonsprosesser etablert standardiserte driftsprosedyrer for hele prosessen. Fra avstanden og vinkelen til kobberrørene i ovnen til oppvarmingshastighet, holdetid og valg av kjølemedium, er det klare parameterstandarder, og data registreres i hvert trinn, noe som muliggjør full sporbarhet. Samtidig gir disse selskapene profesjonell opplæring for sine operatører, og krever at de mestrer ferdigheter som temperaturovervåking, parameterjustering og vedlikehold av utstyr, i stedet for bare å stole på erfaring. Opplæringsmateriell fra et eksklusivt kobberrørfirma viser at operatørene av glødingsprosessen må gjennomgå tre måneders teoretisk læring og praktisk vurdering, og mestre justeringsteknikkene for 12 kjerneparametere, før de kan jobbe selvstendig.
Glødeprosessen er ikke statisk ; det krever kontinuerlig optimalisering av prosessparametere basert på endringer i råvaresammensetning, produktspesifikasjoner, and nedstrøms etterspørsel . Imidlertid mangler de fleste innenlandske selskaper dataakkumulering og analysefunksjoner for å oppnå presis prosess iterasjon. For eksempel, når det er subtile svingninger i renheten til det rå kobberet, er ikke selskaper i stand til å justere glødetemperaturen og holdetiden i tide, noe som fører til avvik i produktytelsen. Tilsvarende, for nye typer tynnveggede kobberrør og legert kobberrør, kan de bare blindt bruke tradisjonelle prosessparametere, noe som gjør det vanskelig å oppfylle de spesifikke kravene til disse produktene.
Bedrifter som bruker importert utstyr utnytter digitale systemer for å akkumulere en stor mengde annealingsprosessdata. Ved å analysere effekten av ulike parameterkombinasjoner på produktytelsen bygger de en proprietær prosessdatabase. Når råvarer eller spesifikasjoner endres, kan datamodellen raskt optimalisere parametere for å sikre stabil produktytelse. For eksempel optimaliserte et halvlederkobberrørsselskap i Suzhou, ved å analysere titusenvis av sett med utglødningsdata, en proprietær prosessplan for ultrafine kobberrør med forskjellige diametre, økte produktgjennomgangsraten fra 85 % til 98 %, og kom inn i den internasjonale forsyningskjeden for halvlederutstyr.
Selv om detaljene i oppgraderingen av glødeprosessen kanskje ikke er så iøynefallende som kapasitetsutvidelse eller teknologisk forskning og utvikling, kan de direkte forbedre produktets konkurranseevne og bli avgjørende for at bedrifter skal gripe avanserte markeder. For innenlandske kobberrørprodusenter er det ikke nødvendig å blindt forfølge importert utstyr; i stedet kan de gradvis oppnå presisjon i glødeprosessen gjennom utstyrsoppgraderinger , standardiserte operasjoner , og dataakkumulering , og dermed bryte ned de usynlige barrierene for high-end bestillinger.
Bedrifter kan velge en plan for oppgradering av utstyr basert på produktposisjonering, og unngå blinde investeringer. For små og mellomstore bedrifter (SMB) som primært produserer konvensjonelle produkter og med begrenset kapital, kan eksisterende innenlandske glødeovner modifiseres ved å legge til intelligente temperaturmålingsmoduler og automatiske temperaturkontrollenheter, forbedre temperaturkontrollnøyaktigheten til ±5 ℃, og møte behovene til middels til høye konvensjonelle produkter. Modifikasjonskostnaden er bare 1/10 av importert utstyr. For selskaper som fokuserer på high-end markedet, kan de spesifikt kjøpe importerte presisjonsglødeovner, kombinert med digitale systemer, for å oppnå ultimat presisjonskontroll, samtidig som de sprer utstyrskostnader gjennom storskala produksjon.
Transformasjonspraksisen til et mellomstort kobberrørselskap i Anhui-provinsen er svært lærerikt. Selskapet investerte 500 000 yuan for å utstyre sine eksisterende innenlandsproduserte glødeovner med infrarøde termometre og PLC-temperaturkontrollsystemer, og optimalisere oppvarmingsmodulens layout. Denne forbedrede temperaturkontrollnøyaktigheten fra ±10℃ til ±4℃, og holdt produktforlengelsesavviket innenfor 2 %. Dette tillot selskapet å lykkes med å gå inn i det nye forsyningskjedemarkedet for energibiler, øke andelen high-end produkter fra 15 % til 35 %, og oppnå en avkastning på investeringen på over 200 %.
Bedrifter bør forlate erfaringsbasert produksjon og etablere et standardisert operativsystem for utglødningsprosessen. På den ene siden bør de identifisere viktige kontrollpunkter i hvert trinn, inkludert lasting, oppvarming, oppbevaring og kjøling, og utvikle klare parameterstandarder og driftsprosedyrer for å lage standardiserte driftsprosedyrer (SOPs), som sikrer konsistent drift av hver arbeider. På den annen side bør de styrke arbeideropplæringen, kombinere standardiserte operasjoner med prosessprinsipper, slik at arbeiderne ikke bare forstår hvordan de skal utføre oppgavene, men også forstår de underliggende årsakene, slik at de kan gjøre subtile parameterjusteringer basert på utstyrets driftsstatus og råvarevariasjoner.
Samtidig, bedrifter bør etablere et kvalitetskontrollsystem for prosesser , utføre prøvetesting av kobberrørets ytelse før og etter gløding, registrere relevante data, raskt identifisere drifts- og parameterproblemer og kontinuerlig optimalisere standarder. Ett selskap, ved å etablere en glødeprosess SOP og inspeksjonssystem, forbedret produktytelsens konsistens med 40 %, reduserte defektraten fra 6 % til 1,2 % og reduserte omarbeidskostnadene betydelig.
Bedrifter bør prioritere akkumulering og analyse av prosessdata, og gradvis bygge datadrevne prosessoptimaliseringsevner. For bedrifter som allerede er utstyrt med digitalt utstyr, kan systemer automatisk samle inn data som varmetemperatur, holdetid, kjølehastighet og produktytelse for å etablere en prosessdatabase. For selskaper som bruker tradisjonelt utstyr, kan nøkkelparametere og testresultater registreres manuelt for å gradvis akkumulere dataressurser. Ved å analysere relasjonene mellom dataene kan den optimale kombinasjonen av prosessparametere identifiseres, og tilpassede prosessløsninger kan utvikles for ulike produktspesifikasjoner og råvareegenskaper.
Videre bedrifter kan styrke samarbeidet med utstyrsprodusenter og forskningsinstitusjoner for å utnytte eksterne teknologiske ressurser og optimalisere prosesser. For eksempel kan de samarbeide med universiteter for å utføre simuleringsforskning for glødeprosesser og optimalisere parametere gjennom simuleringsanalyse; de kan også samarbeide med utstyrsprodusenter for å tilpasse og optimalisere utstyrsfunksjonene basert på egenskapene til produktene deres, og dermed forbedre prosess tilpasningsevne.
Selv om begge prosessene involverer gløding, resulterer de i vidt forskjellige nivåer av produktkonkurranseevne. Denne tilsynelatende mindre detaljen reflekterer kjernelogikken bak transformasjonen av Kinas kobberrørindustri fra "skalautvidelse" til "kvalitetsforbedring" - konkurransen innen avansert produksjon ligger ofte i tilsynelatende ubetydelige prosessdetaljer. Prosesser som gløding, beising og polering, som virker grunnleggende, er nettopp nøkkelfaktorene som begrenser produktytelsesstabiliteten og de skjulte spakene for bedrifter å bryte gjennom avanserte barrierer.
For kinesisk kobberrør manufacturers , er det ingen grunn til blindt å forfølge massive teknologiske gjennombrudd. Ved å fokusere på detaljer som glødingsprosessen, og gradvis forbedre produktytelsens konsistens gjennom utstyrsoppgraderinger, standardiserte operasjoner og dataoptimalisering, kan de sikre seg en plass i high-end markedet. Først når flere og flere selskaper begynner å prioritere foredling av prosessdetaljer, kan den kinesiske kobberrørindustrien virkelig unnslippe fellen med lavpriskonkurranse, overgang fra en "stor produsent" til et "produksjonskraftverk", og etablere et solid fotfeste i den globale avanserte forsyningskjeden.

Hva er et tyktvegget kobberrør? Tykkvegget kobberrør, også kjent som sømløst tyktvegget kobberrør, er et metallrør...
Se detaljer
Oversikt og viktighet av kobber kapillærrør I moderne industrielt utstyr og presisjonskontrollsystemer har miniaty...
Se detaljer
Hva er et kobberrør? Analyse av materialsammensetning og grunnleggende egenskaper Definisjon av kobberrør Kobbe...
Se detaljer
Forstå kobber kvadratrør: komposisjon, karakterer og typiske applikasjoner Kobber firkantede rør er spesiali...
Se detaljer![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Alle rettigheter forbeholdt.
